UNIQUE.
JUST LIKE YOU! 
Each hammer is unique – raw, honest, unmistakable.
For everyone going their own way!
Each hammer is unique – raw, honest, unmistakable.
For everyone going their own way!
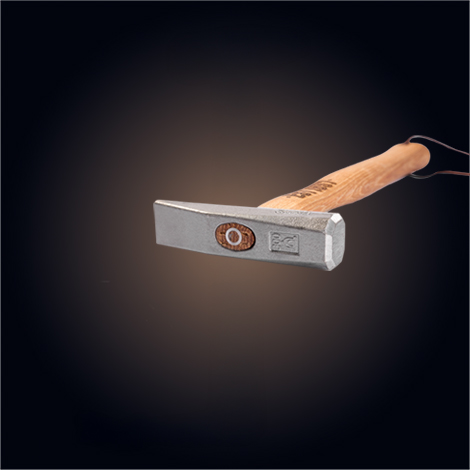
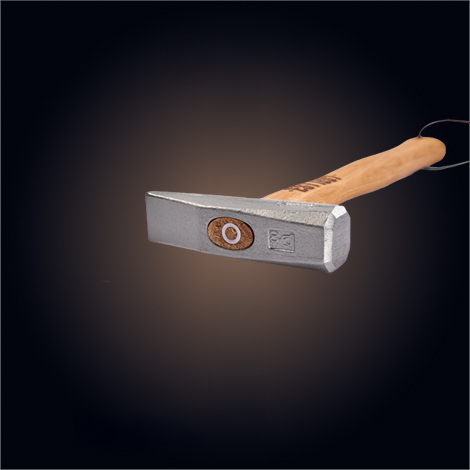
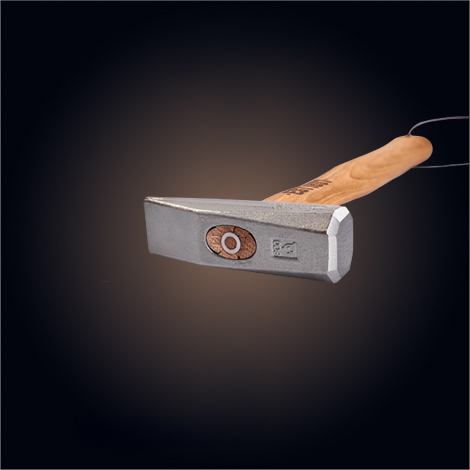
What you see here is more than just a tool.
Every hammer in the EST 1857 series bears the marks of its origin:
the rough-forged steel, the untreated hickory wood, the grain – sometimes wild, sometimes clear, but always unique.
Manufactured in the PICARD forge in Wuppertal-Cronenberg, this special edition stands for genuine craftsmanship. No high gloss, no show – just honest work, fashioned by people who know what they are doing.
EST 1857 is a statement for all those who don't just copy, but create.
For all those who prefer to have their own hammer in their hand rather than any old one.







Whether a blacksmith's hammer or a mallet – every hammer in the EST 1857 series from PICARD is truly unique. Choose between 300, 500, 800 or 1000 grams – made from rough-forged steel and untreated hickory wood.
Note: You will be redirected to the online shop of a selected distribution partner.
(The page will open in a new tab.)

Your hammer’s journey begins in the forest. For the EST 1857 series from PICARD, we only use high-quality hickory wood – known for its toughness, elasticity and characteristic grain. Selected trees are sawn into so-called scantlings, which are then shaped on woodturning machines.
This creates the unmistakable silhouette of the hammer handle – designed with weight, balance and ergonomics in mind. The moisture content of the wood is continuously checked to prevent the hammer head from loosening later on. Each handle is individually marked by laser engraving – detailing model, weight and safety symbols.
The hammer heads are made of specially alloyed carbon steel, which is melted in the steelworks and manufactured in a continuous casting process.
The alloy contains silicon, manganese and chromium, among other elements, and is tailored for hardness, toughness and forgeability. We ensure that the copper content is particularly low in order to guarantee material purity and durability.
After casting, the round material is rolled to a length of approx. 6 metres and then cut into shorter pieces – known as billets. These form the starting material for the subsequent forging process.
The billets are heated to just under 1300°C in an induction furnace. Electromagnetic heating generates heat inside the steel – precisely and energy-efficiently.
The forger positions the glowing workpiece in the die – a two-part mould out of hardened steel – using tongs. Then the top hammer strikes: a hydraulic-powered beast weighing several tonnes deforms the material in several stages – from the blank to the final preform.
This is how the core of every PICARD EST 1857 hammer is created, entirely manually and under extreme force.
While still hot, the blank is stamped out, deburred and the eye is punched out – where the handle will later be mounted. The burr, i.e. excess material, is removed and sent for recycling.
After cooling, the head is sandblasted to remove scale (carbon oxidation from heating).
This is followed by precise milling to remove the draft angles and achieve the exact dimensions – this gives the hammer its final "look".
Back to the handle: the final processing is carried out with special cutting tools that turn the shape precisely out of the square timber.
Depending on the model, untreated, oiled or lacquered surfaces are used. For EST 1857, the handle is intentionally left natural – every grain remains visible.
In addition to the geometry, the connection fit is crucial: only when the handle and eye fit together exactly will the hammer head withstand daily use – permanently and safely.
Before the head and handle are joined, the hammer head receives its technical finish.
It is tempered – by hardening at over 830 °C and tempering at around 200 °C – to combine maximum hardness with controlled toughness.
It is then blasted again, powder-coated and polished to a high gloss in the polishing centre.
Now the head is ready for assembly: precisely connected to the natural handle, wedged and fitted with a leather hand strap – ready for its first use.
Before finishing, each hammer undergoes a final visual and technical inspection. Only models that meet the highest standards in terms of finish, balance and appearance receive the EST 1857 label.
Each piece involves up to 40 individual steps – from steel bar to packaging.
The result: a genuine tool. And a genuine statement.
After more than 40 work steps, the hammer is ready for its first use. It has been forged, tempered, blasted, coated, ground, assembled, inspected – and finally packaged.
What remains is not a mass-produced product, but a tool with a history.
Handcrafted from steel and wood. Shaped by experience. Made for people going their own way.
Note: You will be redirected to the online shop of a selected distribution partner.
(The page will open in a new tab.)